Machine vision is a branch of artificial intelligence that is rapidly evolving. Simply put, machine vision is to use the machine instead of the human eye to make measurements and judgments. The machine vision system converts the ingested target into an image signal through machine vision products (ie, image capturing device, divided into CMOS and CCD), and transmits it to a dedicated image processing system to obtain shape information of the target, according to pixel distribution and The information such as brightness and color is converted into a digitized signal; the image system performs various operations on these signals to extract the features of the target, and then controls the action of the device on the basis according to the result of the discrimination.
development ofToday, China is becoming one of the most active regions in the world for machine vision development. Its applications cover industries such as industry, agriculture, medicine, military, aerospace, meteorology, astronomy, public security, transportation, security, scientific research, and other national economies. The important reason is that China has become a processing center for global manufacturing, high-demand parts processing and its corresponding advanced production lines, so that many internationally advanced machine vision systems and application experience have also entered China.
After a long period of stagnation, the Chinese machine vision market ushered in explosive growth in 2010. The data shows that the scale of China's machine vision market reached 830 million yuan, an increase of 48.2% year-on-year. Among them, the growth rate of smart cameras, software, light sources and boards has reached 50%, and industrial cameras and lenses have also increased by more than 40%. They are the highest level since 2007.
working principleThe machine vision detection system uses a CCD camera to convert the detected object into an image signal, which is transmitted to a dedicated image processing system, and converted into a digital signal according to pixel distribution, brightness, color, and the like, and the image processing system performs various operations on the signals. To extract the characteristics of the target, such as area, quantity, position, length, and then output the results according to the preset allowable degree and other conditions, including size, angle, number, pass/fail, presence/absence, etc. .
Machine vision systems are characterized by increased flexibility and automation. In some dangerous working environments that are not suitable for manual work or where artificial vision is difficult to meet the requirements, machine vision is often used instead of artificial vision. At the same time, in high-volume industrial production process, manual visual inspection is used to check product quality with low efficiency and low precision. Machine vision inspection methods can greatly improve production efficiency and automation of production. Moreover, machine vision is easy to realize information integration, and is the basic technology to realize computer integrated manufacturing.
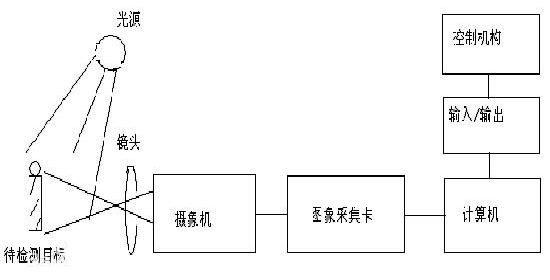
Typical structureA typical machine vision system consists of the following five blocks :
illumination
Lighting is an important factor affecting the input of the machine vision system, which directly affects the quality and application of the input data. Since there is no universal machine vision lighting device, the corresponding lighting device should be selected for each specific application example to achieve the best results. The light source can be divided into visible light and invisible light. Several commonly used sources of visible light are incandescent, fluorescent, mercury, and sodium. The disadvantage of visible light is that light energy cannot be kept stable. How to make light energy stable to a certain extent is an urgent problem to be solved in the process of practical use. On the other hand, ambient light may affect the quality of the image, so a protective screen can be used to reduce the effects of ambient light. The lighting system can be divided into: backlight, forward illumination, structured light and stroboscopic illumination according to its illumination method. Among them, the back illumination is placed between the light source and the camera, and has the advantage of obtaining a high contrast image. The forward illumination is that the light source and the camera are located on the same side of the object to be tested, which is convenient for installation. The structured light illumination projects a grating or a line source or the like onto the object to be measured, and demodulates the three-dimensional information of the object to be measured according to the distortion generated by them. The stroboscopic illumination is to illuminate a high-frequency light pulse onto an object, and the camera capture requires synchronization with the light source.
Lens
FOV (Field of Vision) = required resolution * sub-pixel * camera size / PRTM (part measurement tolerance ratio)
Lens selection should pay attention to:
1 focal length 2 target height 3 image height 4 magnification 5 image to target distance 6 center point / node 7 distortion
How to determine the focal length of the lens in visual inspection
The following factors must be considered when choosing the right industrial lens for a particular application:
· Field of View - The size of the area being imaged.
· Working Distance (WD) - The distance between the camera lens and the object or area being viewed.
· CCD - The size of the camera imaging sensor unit.
· These factors must be treated in a consistent manner. If you are measuring the width of an object, you need to use the horizontal CCD specification, and so on. If measurements are taken in inches, they are calculated in feet and finally converted to millimeters.
Refer to the following example: There is a 1/3" C-mounted CCD camera (4.8 mm horizontal). The distance from the object to the front of the lens is 12" (305 mm). The field of view or object size is 2.5†(64 mm). The conversion factor is 1†= 25.4 mm (rounded).
FL = 4.8 mm x 305 mm / 64 mm
FL = 1464 mm / 64 mm
FL = required to press a 23 mm lens
FL = 0.19†x 12†/ 2.5â€
FL = 2.28" / 2.5"
FL = 0.912†x 25.4 mm/inch
FL = required to press a 23 mm lens
Note: Do not confuse the working distance with the distance from the object to the image. The working distance is the distance from the front of the industrial lens to the object being observed. The distance from the object to the image is the distance between the CCD sensor and the object. Work distance must be used when calculating the required industrial lens focal length
High Voltage Laboratory Power Supplies
The LTP series laboratory high-voltage power supply is a high-voltage power supply specially designed for high-voltage laboratory applications with high precision, high stability, and low ripple output characteristics. Built in 19 inches, 2U standard chassis with designed output power at 1KW and output voltage ranges 1KV to 60KV.

After optimizing the output stability and output ripple on the basis of the 1KW high-voltage power module, the stability and ripple of the high voltage lab power supplies can reach the level at 0.1%.
The high-voltage laboratory power supply is also a constant-voltage and constant-current type high-voltage power supply. The output voltage and current can be continuously adjusted from 0 to the rated value via the added control potentiometers added to the front panel, high resolution LEDs display for output KV and mA are also added for intuitive measuring of high voltage laboratory bench.
The lab high voltage power supply is also equipped with DB9 interface as standard. Customers can apply 0-10V signals and dry contact signals to the interface according to our interface definition to achieve comprehensive control and monitoring functions on the power supply, like high voltage start / stop, output setting and reading.
The LTP series laboratory high voltage power supply is equipped with complete protection functions, which can deal with sparking, short circuit, overload, load discharge and other situations.
At present, the high-voltage laboratory power supply is mainly used in Laboratory power, High-voltage test stands, Electrostatics, Capacitor / Insulations testing and Electrophoresis applications.
High Voltage Lab Power Supplies, High Voltage Laboratory Power Supplies, High-voltage Lab Power Supplies, Laboratory High Voltage Power Supplies, Lab High Voltage Power Supplies
Yangzhou IdealTek Electronics Co., Ltd. , https://www.idealtekpower.com